[VIP第1年] 指数:3
[VIP第1年] 指数:3
有色铸造在工业自动化进程中的角色逐渐转变。传统有色铸造多依赖人工操作,如今随着自动化技术的发展,越来越多的环节实现了自动化。在浇注环节,自动化浇注设备能够精确控制浇注速度和流量,提高浇注的稳定性和一致性。在造型环节,自动化造型生产线可以快速、高效地生产出高质量的砂型或金属型。而且,自动化检测设备能够对铸件进行实时检测,及时发现缺陷并反馈信息,便于调整生产工艺。这不仅提高了生产效率,降低了人工成本,还提升了有色铸造产品的质量和稳定性,使有色铸造更好地适应现代工业生产的需求。铸造色彩多样,满足个性化审美需求。江苏特种有色铸造件

有色铸造的造型方法多种多样。其中,砂型铸造应用广,它具有成本低、适应性强的优点。砂型可分为湿砂型、干砂型和化学硬化砂型等。湿砂型制作简单,但强度相对较低;干砂型强度较高,但制作周期较长;化学硬化砂型则结合了两者的优点,具有较高的强度和较好的溃散性。熔模铸造适用于制造形状复杂、精度要求高的铸件,它利用蜡模制作铸型,铸件表面光洁度高,但工艺复杂、成本较高。金属型铸造则适合大批量生产,其铸件尺寸精度高、力学性能好,但模具成本高且对铸件形状有一定限制。铸造企业需要根据产品的特点和生产需求选择合适的造型方法。河南合金有色铸造工艺独特的色彩处理,增强铸件辨识度。

有色铸造中的金属型铸造,其铸型的设计与制造有独特之处。金属型通常由铸铁或钢制成,具有较高的强度和耐用性。在设计金属型时,要考虑铸件的收缩率,因为金属在凝固过程中会发生收缩,所以金属型的尺寸要比铸件的名义尺寸适当放大。例如在铸造铝轮毂时,根据铝的收缩率,金属型的直径要比轮毂成品直径大一定比例。金属型的内部结构要利于金属液的充型和凝固,通常会设计一些冷却通道,以便在铸造过程中控制金属的凝固速度。制造金属型时,对加工精度要求很高,因为其表面质量和尺寸精度会直接传递给铸件。
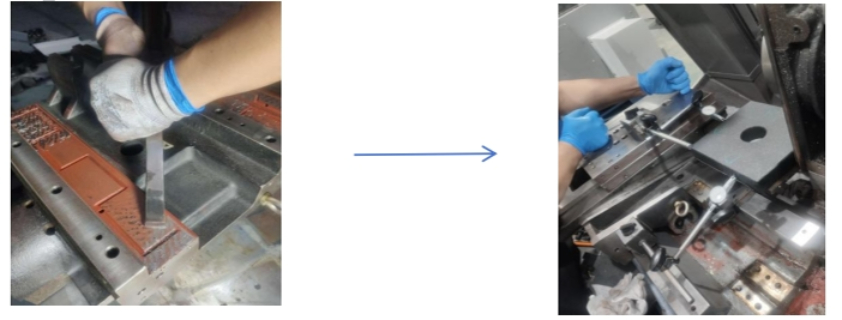
有色铸造与机械加工的关系紧密相连。有色铸造生产出的铸件往往需要进一步进行机械加工才能达到设计要求。铸造过程中预留的加工余量要合理,余量过大增加了机械加工的工作量和成本,余量过小则可能导致加工后无法去除铸件表面的缺陷。例如,对于有色铸造的轴类零件,在铸造时要考虑其外圆和轴肩处的加工余量。在机械加工前,还需要对铸件进行时效处理,消除铸造应力,防止加工后零件变形。机械加工过程中,要根据铸件的材质和性能选择合适的刀具、切削速度和进给量,以保证加工表面的质量和精度,两者相互配合,才能生产出高质量的产品。色彩准确调控,铸造品质更上一层楼。

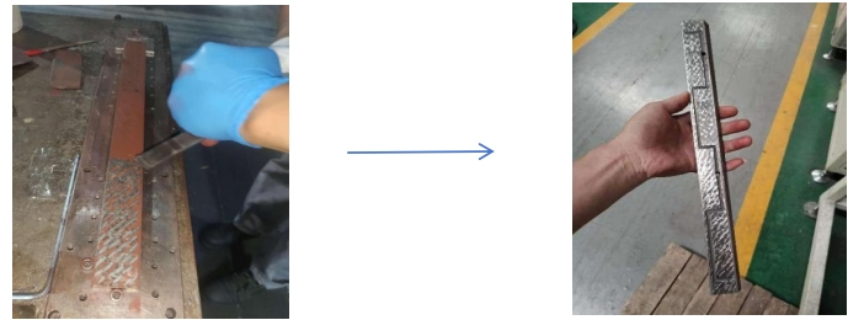
有色铸造后的铸件清理是一个重要工序。清理工作包括去除铸件表面的型砂、氧化皮等。对于砂型铸造的铸件,常用的清理方法有抛丸、喷砂等。抛丸是利用高速旋转的叶轮将弹丸抛向铸件表面,去除型砂和氧化皮的同时,还能使铸件表面获得一定的粗糙度,提高其表面质量。喷砂则是通过压缩空气将砂粒喷射到铸件表面进行清理。对于金属型铸造的铸件,由于其表面相对较光滑,清理工作相对简单,但仍需要去除一些残留的氧化皮等杂质。例如在铸造铝合金汽车零部件后,通过抛丸清理可以使零部件表面更加光洁,为后续的机械加工或表面处理做好准备。精细铸造,色彩均匀细腻。河南合金有色铸造工艺
有色铸造,让金属部件焕发艺术光彩。江苏特种有色铸造件
有色铸造所使用的原材料丰富多样,主要包括各种有色金属及其合金。铜合金是其中应用广的一类,如黄铜,它具有良好的机械性能和加工性能,在制造阀门、管件等产品时有出色表现。青铜则因具有较高的耐磨性和耐腐蚀性,常用于铸造雕塑、轴承等。铝合金也是常见的有色铸造材料,其密度低、强度较高,在航空航天、汽车制造等领域大量应用。例如在飞机的一些零部件制造中,铝合金铸件能够在保证强度的同时减轻重量。这些原材料在投入铸造前,需要经过严格的检验和处理,以确保其质量符合铸造要求,如控制金属的纯度、去除杂质等。江苏特种有色铸造件
文章来源地址: http://jxjxysb.smdnjgsb.chanpin818.com/jwjjg/jijiagong/deta_27243448.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。